In modern industrial manufacturing, hole-making is one of the most critical and frequent machining operations, accounting for approximately 30% of all metal-cutting procedures. Historically, solid high-speed steel (HSS) and solid carbide drills dominated the field. However, as global industries push for higher material removal rates, minimized machine downtime, and enhanced cost efficiency, indexable insert drills—popularly referred to as U-drills—have emerged as the definitive standard for medium to large-diameter hole processing (typically 12mm up to 80mm and beyond).
The global commerce of indexable insert tooling is driven by structural shifts in heavy engineering. Automotive manufacturers require rapid, reliable drilling for cylinder blocks, crankshafts, and transmission components. In the aerospace sector, high-performance alloys and composite titanium stacks demand stable hole geometry, low thermal deformation, and modular tooling architectures. Concurrently, the rise of the renewable energy sector, particularly wind turbine gearbox housing and large-scale solar arrays, has created an unprecedented demand for indexable tools that can penetrate structural steels and cast iron elements reliably without frequent insert adjustments.
From an economic standpoint, the primary driver for indexable insert drills is the "cost-per-hole" paradigm. Solid tools must be reground and recoated once worn, which alters tool offset variables in CNC programs, causes operational bottlenecks, and limits tool life to a finite number of regrinds. In contrast, indexable drills feature precision pockets that support replaceable carbide inserts. When a cutting edge degrades, the operator simply indexes the insert to a fresh corner or replaces the insert on the machine tool. This preserves the absolute tool length and runout configurations, minimizing process deviation and optimizing factory floor throughput.
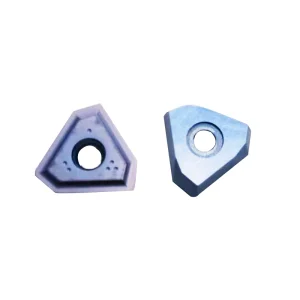
To understand the engineering behind indexable insert drills, one must examine their asymmetric design. Unlike symmetrical solid twist drills, indexable drills utilize two distinct insert styles situated at unequal radial coordinates:
This division of labor minimizes unbalanced cutting forces, ensuring excellent self-centering capability. High-performance indexable drills are configured in various length-to-diameter ratios, commonly designated as 2D, 3D, 4D, 5D, and up to 8D deep-hole configurations. Deep-hole options, such as single-fluted gun drills or BTA (Boring and Trepanning Association) drills, utilize internal pressurized coolant systems to evacuate chips continuously through the internal flutes, maintaining thermal stability at depths up to 6000mm.
A persistent bottleneck in high-speed drilling is thermal accumulation and chip packing. If chips fail to escape the hole, they undergo recutting, leading to instant insert breakage and potential workpiece damage. To mitigate this risk, modern indexable drills feature dual helical or axial coolant ducts that deliver pressurized cutting fluid directly to the cutting zone. This fluid lubricates the contact zone, suppresses high-temperature generation, and flushes chips out through wide, highly polished flutes designed specifically for optimal chip evacuation.
China has transitioned from a high-volume manufacturing hub to a high-precision, technologically advanced manufacturing center for industrial cutting tools. Suzhou Tier Tool Co., Ltd., established in 2008, serves as a prime example of this industrial transformation. Suzhou Tier Tool Co., Ltd. is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide and indexable cutting tools. The company’s manufacturing facility is optimized through automated manufacturing cell structures, rigorous process control, and high-precision CNC tool grinding systems.
The manufacturing capabilities of Chinese factories like Tier Tool are built upon high-precision multi-axis CNC grinding machines (such as ANCA and Walter), metallurgical testing systems, and automated laser marking and packaging setups. By integrating design, prototyping, testing, and volume manufacturing under one roof, these factories achieve significant cost-efficiency and delivery speeds. This structured approach allows Suzhou Tier Tool Co., Ltd. to provide global distributors, exporters, and industrial procurement managers with high-performance tools that meet international standards.
Suzhou Tier Tool Co., Ltd. was established in 2008 and is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools.
Since its foundation, Tier Tool has been deeply committed to the precision machining industry, focusing on delivering high-performance, high-efficiency cutting solutions for hole-making and metalworking applications. Through continuous technological innovation and manufacturing excellence, the company has earned the trust of customers across a wide range of industries worldwide.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production.
Our manufacturing process is built upon strict process control and traceability standards. Every production stage is carefully monitored to ensure repeatability, quality consistency, and reliable delivery performance. Through systematic process management and standardized operating procedures, Tier Tool has established a robust manufacturing system capable of meeting the demanding requirements of modern precision machining.
Quality is the foundation of Tier Tool's long-term success. We adhere to the principle of "Quality First, Continuous Improvement", implementing rigorous quality control procedures throughout the entire production cycle.
Providing technical application engineering, tooling strategies, and custom geometry design to match unique workpiece alloys.
Every tool undergoes visual and dimensional verification to verify geometrical parameters, runout limits, and finish quality.













For procurement managers, strategic sourcing directors, and industrial distributors, choosing the right manufacturer for indexable insert drills involves a comprehensive assessment that goes beyond unit price. Because tooling directly affects total machining time and scrap rates, purchasing agents evaluate suppliers using key performance indicators (KPIs) focused on reliability and technical support.
Indexable drills are utilized across a wide variety of industrial applications, with configurations customized for specific workpiece properties and production requirements:
In high-volume engine manufacturing, cycle times are optimized down to the second. Indexable insert drills are used to pre-drill cylinders, crankshaft galleries, and transmission housings. Here, the use of dual-insert designs (e.g., SP/WC style inserts) allows feed rates that exceed solid carbide tools, maintaining consistent hole diameters and surface finishes over thousands of cycles.
Aerospace materials, such as titanium (Ti-6Al-4V), nickel-based superalloys (Inconel 718), and carbon-fiber-reinforced polymers (CFRP), are challenging to machine due to their low thermal conductivity and high work-hardening characteristics. Indexable drills for aerospace feature optimized radial rake angles and advanced coolant delivery to manage heat, preventing thermal damage to critical structural parts.
From wind turbine rotor hubs to heavy steam generator tubesheets, manufacturing large-scale infrastructure requires drilling deep holes in thick structural steel plates. For these applications, high-performance U-drills in 5D or 8D lengths, or deep-hole BTA systems, are necessary. These tools maintain alignment and chip evacuation over depths that would cause standard solid drills to drift or fail.
In the medical and implant sector, precision and bio-compatibility are critical. While indexable tooling is typically associated with heavy industry, the same engineering principles apply to micro-scale guided profile drills and front-cutting dental implant kits. These specialty tools require precise geometric configurations, sterile materials, and tight tolerances to ensure patient safety.
The indexable cutting tool sector is adapting to meet the demands of Industry 4.5 and smart manufacturing. Several key trends are shaping the future of this industry: