Explore our state-of-the-art catalog of high-performance indexable face mills engineered by Suzhou Tier Tool Co., Ltd. Optimized for heavy metal removal rates, vibration control, and superior surface finishing.






Indexable face milling is not merely a machining process; it is a critical variable in the manufacturing equation that dictates surface roughness, processing speed, and total operational cost. Industrial manufacturing centers across aerospace, defense, and automotive sectors rely on precise geometric layouts of these tools. By indexing (rotating or replacing) worn carbide inserts instead of discarding the entire cutter head, manufacturing facilities decrease down-time and maintain tooling consistency across multiple shifts.
Choosing between a 90-degree lead angle and a 45-degree lead angle completely shifts the mechanics of material removal. A 45-degree angle utilizes the chip thinning effect. This allows operators to significantly increase the feed rate (often by up to 40%) without exceeding the maximum chip thickness limits of the tungsten carbide substrate. This thermodynamic advantage transfers heat away from the cutter body and deposits it directly into the flying chips.
Modern indexable inserts are far more than pressed powder. The substrate must balance hardness (resistance to flank wear) with toughness (resistance to mechanical shock and chipping). Suzhou Tier Tool Co., Ltd. utilizes ultra-fine micrograin carbide compositions blended with optimal cobalt percentages (typically 6% to 12%) depending on whether the target material is abrasive alloy steel, ductile stainless steel, or heat-resistant superalloys (HRSA) like Inconel or Titanium.
Suzhou Tier Tool Co., Ltd. was established in 2008 and is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools. Since our foundation, Tier Tool has been deeply committed to the precision machining industry, focusing on delivering high-performance, high-efficiency cutting solutions for hole-making and metalworking applications. Through continuous technological innovation and manufacturing excellence, the company has earned the trust of customers across a wide range of industries worldwide.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production.
Our manufacturing process is built upon strict process control and traceability standards. Every production stage is carefully monitored to ensure repeatability, quality consistency, and reliable delivery performance. Through systematic process management and standardized operating procedures, Tier Tool has established a robust manufacturing system capable of meeting the demanding requirements of modern precision machining.
How Tier Tool's indexable milling solutions resolve manufacturing bottlenecks across heavy industrial sectors worldwide.
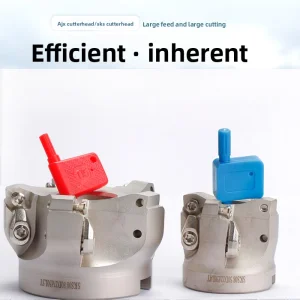
Titanium Alloys (Ti-6Al-4V) and Nickel-based Superalloys present severe challenges due to high heat generation. Tier Tool designs high-feed, coolant-through indexable face mills (e.g., AJX14 series) to inject high-pressure coolant directly to the cutting zone. This optimizes tool life and prevents micro-welding of chips onto the cutting edge.
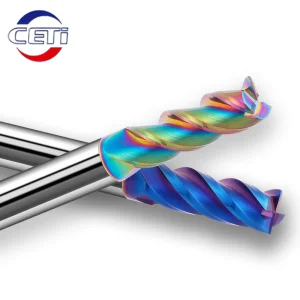
High-volume automotive production requires maximum Metal Removal Rates (MRR) and minimum tool change downtime. The integration of PCD (Polycrystalline Diamond) and CVD coated inserts with positive rake geometries ensures flat surfaces on engine blocks and cylinder heads at ultra-high feed rates.
Machining massive structural steel components, wind turbine rotor hubs, and large marine parts demands high depth of cut (Ap) capabilities. Our 45° and 90° heavy-duty face mills utilizing double-sided inserts (such as HNGX or JDMW designs) maximize economic utilization per insert corner.
Standard cutting parameters, surface velocities, and feed calculations recommended for high-performance indexable face milling based on workpiece materials.
| Workpiece Material | Hardness (HB) | Cutting Speed Vc (m/min) | Feed per Tooth fz (mm/t) | Recommended Lead Angle | Coolant Strategy |
|---|---|---|---|---|---|
| Carbon Steel (AISI 1045) | 180 - 220 | 180 - 260 | 0.12 - 0.25 | 45° (KM12 Series) / 90° (APKT) | Dry (with air blast) / Emulsion |
| Stainless Steel (SUS 304 / 316) | 160 - 200 | 120 - 180 | 0.08 - 0.18 | 45° (HNGX Type) / High Feed (AJX) | High Pressure Wet (Internal Coolant) |
| Gray Cast Iron (GG25) | 190 - 240 | 150 - 220 | 0.15 - 0.30 | 45° (SE12 Series) | Dry Machining preferred |
| Aluminum Alloys (AlSi9Cu3) | 75 - 120 | 600 - 1200 | 0.10 - 0.35 | 90° (PCD / Polished carbide) | Flood Coolant / Misting (MQL) |
| Titanium Alloys (Ti-6Al-4V) | 300 - 350 | 45 - 80 | 0.08 - 0.15 | 45° / Round Inserts | High-Pressure Coolant (70 bar minimum) |
The cutting tool industry is moving rapidly toward smart manufacturing integration, green machining, and highly specialized micro-geometries. Tier Tool is at the forefront of these transitions, aligning our R&D roadmap with the demands of global Industry 4.0 systems.
Our upcoming generation of indexable face mill bodies features integrated vibration-dampening alloy structures inside the tool head. This reduces harmonics, extending tool holder life and surface quality by up to 30%, especially in deep-cavity or long-overhang setups.
As a global exporter, Tier Tool understands that global supply chains require local agility. By shipping tools worldwide, we maintain strategic partnerships with tooling distributors, industrial machine integrators, and localized maintenance, repair, and operations (MRO) centers across North America, Europe, and Asia-Pacific.
We provide comprehensive engineering support, assisting customers in analyzing their specific CNC spindle powers, tooling setups, and feed capacities to choose the optimal indexable geometry. This hands-on collaboration ensures that local distributors can resolve technical issues quickly, reducing lead times and ensuring zero-line stoppage for our end-users.
A transparent look inside the production floor of Suzhou Tier Tool Co., Ltd. from raw steel processing to precision laser marking.













Technical responses addressing feed rate optimization, heat cracking, workpiece finishes, and common wear modes on indexable tooling.
Engineered options for high-feed profiling, PCD high-speed processing, and customized industrial milling setups.