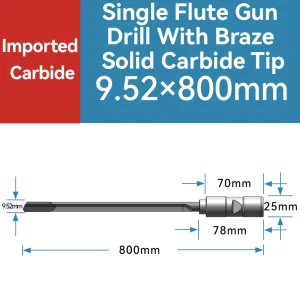
Exemplary deep hole drilling precision optimized for high feed rates, extreme tool life, and perfect dimensional accuracy.


As the financial capital and a crucial industrial hub of India, the metropolitan area of Mumbai (along with the Thane-Belapur, Navi Mumbai, and Pune industrial corridors) houses some of the country’s most sophisticated manufacturing complexes. From aerospace sub-assemblies and defense engineering units to massive automotive components and hydraulic machinery production, the need for precision hole-making solutions is at an all-time high.
Deep hole drilling—specifically using carbide-tipped and solid carbide gun drills—is a foundational process required to achieve high-aspect-ratio holes with extreme straightness, tight tolerance, and ultra-smooth surface finishes. As local Mumbai manufacturers scale up to meet global standards under the "Make in India" initiative, finding a reliable, high-tier supplier of cutting-edge gun drills is paramount to reducing cycle times and eliminating tool failure risks.
Deep-hole drilling of crankshafts, fuel injection systems, common rail systems, and engine blocks requiring strict H7 tolerances.
Machining difficult-to-cut superalloys (Inconel, Titanium, Stainless Steel) for landing gear, turbine shafts, and defense armaments.
Processing massive heat exchangers, drill collars, and heavy-duty hydraulic actuator rods with zero deviation over long bore depths.
Established in 2008, Suzhou Tier Tool Co., Ltd. is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools. We bridge the gap between European-grade precision and highly competitive pricing structure.
Our raw materials are sourced from world-class tungsten carbide suppliers, selecting only micro-grain and sub-micro-grain substrates with optimal cobalt content to ensure high wear resistance and toughness. Combined with state-of-the-art PVD coatings (such as Balzers AlTiN / TiAlN), our gun drills are optimized to reduce friction coefficient, dissipate heat efficiently, and optimize chip removal in the deepest bore depths.
Key Advantages for Mumbai Exporters & Procurement Managers:
We offer seamless customs clearance and shipping logistics to Nhava Sheva (JNPT) / Mumbai Port, ensuring your shop floor faces zero tooling downtime. All export packages are rust-protected and securely boxed for maritime/air transit.
Get Freight & Shipping EstimatesTake a visual tour inside our manufacturing plant where top-tier machinery produces high-performance tooling for global export.













Gun drilling is not a trial-and-error process. It requires correct integration of cutting speed ($v_c$), feed rate ($f$), oil pressure, and filtration. Review our engineered parameters below for various metal substrates commonly machined in Mumbai factories.
| Workpiece Material | Material Class | Cutting Speed ($v_c$ - m/min) | Feed Rate ($f$ - mm/rev) | Recommended Coolant Type | Recommended Gun Drill Series |
|---|---|---|---|---|---|
| Carbon Steel (e.g., C45, En8) | P Group | 80 - 120 | 0.02 - 0.08 | Neat Cutting Oil (10-15 bar) | Solid Carbide Single Flute |
| Alloy Steel (e.g., 4140, En24) | P Group | 70 - 100 | 0.015 - 0.05 | Chlorinated Cutting Oil | Indexable Gun Drill ZDJQ |
| Stainless Steel (e.g., 304, 316) | M Group | 40 - 60 | 0.01 - 0.03 | High-Pressure Neat Oil (80 bar) | Kidney-shaped dual-hole Drill |
| Inconel / Titanium Alloys | S Group | 20 - 35 | 0.008 - 0.02 | Synthetic/Ester-based Neat Oil | Micro-grain Solid Carbide Tip |
| Cast Iron (GG25, GGG40) | K Group | 90 - 140 | 0.03 - 0.12 | Soluble Emulsion (10-12% conc.) | Double-flute Carbide Gun Drill |
*Note: The cutting parameters above are standard starting points. Optimal speeds and feeds depend heavily on machine rigidity, spindle run-out, oil filtration quality, and the specific hole depth-to-diameter ratio ($L/D$ ratio).
In modern contract manufacturing, procurement managers in Mumbai face the challenge of sourcing small batches of highly specialized tools while maintaining budget targets. At Suzhou Tier Tool, we cater to both high-volume OEM contracts and custom high-mix low-volume orders.
Our streamlined engineering flow allows us to translate CAD drawings supplied by clients into finished carbide tools within short lead times. Each shipment is accompanied by detailed Quality Control Sheets, Material Analysis Certificates, and dynamic balance reports where applicable.
Read detailed answers prepared by our application engineers to resolve deep-hole drilling challenges on your shop floor.
A conventional twist drill is limited to hole depths of 3x to 5x diameter before needing a peck cycle to clear chips. In contrast, a single-flute carbide gun drill features internal coolant channels that deliver high-pressure oil directly to the cutting zone, continuously washing away chips along the V-shaped flute. This allows single-pass drilling of depths up to 100x diameter while achieving exceptional surface finish (up to Ra 0.4) and straightness tolerances impossible with twist drills.
Coolant pressure is critical. If pressure is too low, chips will clog inside the bore, leading to catastrophic tool breakage and score marks on the hole wall. For drill diameters under 5mm, coolant pressures between 60 to 100 bar are required. For larger diameters (10mm to 25mm), a larger volume of oil at 20 to 40 bar is appropriate to cool the carbide margins and evacuate chips.
Our gun drills can be successfully run on standard CNC machining centers, horizontal boring machines, and lathes. However, because CNC machines do not have a dedicated guide bushing like gun drilling machines do, you must pre-drill a pilot hole (typically 1.5x to 2x diameter deep) with a standard short drill of a slightly larger tolerance (+0.01 to +0.02mm) to guide the gun drill entry. High-pressure through-spindle coolant (TSC) is also required.
Hole deviation is minimized by: 1) Ensuring the guide bushing or pilot hole is perfectly concentric with the spindle axis; 2) Using the correct guide pad geometry on the gun drill tip to burnish the hole wall; 3) Controlling the entry speed (reduce speed to 20-30% of target speed upon entry); and 4) Using a premium micro-grain tungsten carbide substrate that resists bending deflection under torque loads.
For stainless steels and superalloys, we recommend our AlTiN (Aluminum Titanium Nitride) or AlCrN (Aluminum Chromium Nitride) multi-layer PVD coatings. These coatings provide outstanding thermal stability (up to 900°C) and hot-hardness, preventing chemical wear and built-up edge (BUE) formation on the carbide cutting edges.
Exhaustive product range available for export to Mumbai and western Indian manufacturing zones.


Connect directly with our tooling engineers to develop custom-grade deep hole solutions. Send us your drawings, workpiece specifications, and machining parameters for an optimized quote.
Send Inquiry Now