Premium indexable milling solutions engineered to excel in heavy-duty roughing and precision finishing operations across France's industrial hubs.


France is home to some of the world's most advanced manufacturing sectors, from the aerospace clusters in Toulouse (Occitanie region) to the precision machining ecosystems of the Arve Valley (Auvergne-Rhône-Alpes) and the automotive corridors in the Hauts-de-France. In these highly competitive sectors, manufacturing efficiency is determined not only by the raw power of CNC machines, but also by the micro-capabilities of indexable face mills.
As French manufacturers face rising energy costs and stricter sustainability targets, the demand for cutting tools that achieve high metal removal rates (MRR) while minimizing thermal loads and power consumption is higher than ever. Premium indexable face mills are critical to achieving these operational goals, enabling stable, cost-effective high-feed roughing and mirror-like surface finishes.
Reducing tool changing cycle downtime (TCO reduction) while machining hardened alloys, stainless steels, and complex aerospace titanium structures.
An in-depth engineering brief on substrates, coating technologies, and mechanical optimization for heavy-duty metal removal.
Modern milling operations demand tooling that resolves the inherent engineering tension between hardness (for wear resistance) and toughness (for fracture resistance). For indexable face mill inserts, we utilize ultra-fine and sub-micron tungsten carbide (WC) substrates with optimized cobalt binder ratios (typically ranging between 6% and 10%). This substrate structure serves as the foundation for handling intermittent cutting conditions, which are characteristic of face milling processes where structural impacts are continuous.
To protect the carbide substrate from extreme thermal and mechanical stresses, we apply state-of-the-art coatings customized to the application material:
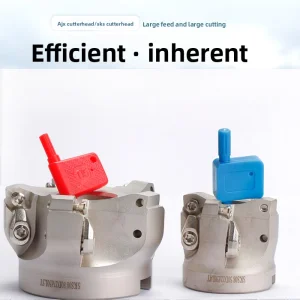
The cutting forces acting on the tool holder and spindle are directly dictated by the structural geometry of the indexable face mill. High-feed cutters make use of a low lead angle (often between 10° and 15°), which thins the chips and directs the resultant cutting forces axially into the machine spindle. This reduces lateral vibration (chatter) and permits much higher feed rates. Conversely, 90° square shoulder face mills are selected for precise right-angle wall configurations, though they demand higher radial stability and rigid clamping setups.
Engineered chip pocket designs ensure rapid evacuation of hot metal chips, preventing re-cutting and thermal fracturing of the insert edges.
Extended indexable insert life and quick-indexing mechanism reduce tool replacement costs and boost overall cycle efficiency.
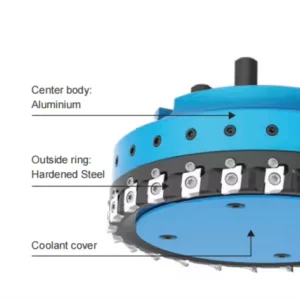
Optimized body design features asymmetrical insert pitch configuration, disrupting harmonics and dampening vibration during heavy cuts.
Engineered specifically for high-integrity components in French power generation, shipbuilding, and industrial equipment sectors.


How our indexable face milling systems solve processing bottlenecks in specific regional French industries.
Machining Ti-6Al-4V titanium alloys and Inconel components for the Airbus supply chain in Occitanie requires maximum thermal dispersion. Our customized geometry face mills utilize highly positive rake angles and dedicated coolant channels directed at the shear zone. This reduces workpiece distortion and prevents micro-structural cracks.
With the transition to electric vehicles in Hauts-de-France, machining thin-walled aluminum battery enclosures is a key challenge. Our specialized lightweight indexable face mills with high-precision PCD inserts ensure clean finishes without structural deformation, and operate at feed speeds that maximize output.
In Lyon's industrial zones, machining pre-hardened tool steels (up to 60 HRC) demands tools with superior thermal resistance. Our high-feed face mills apply chip thinning principles to distribute cutting pressures, enabling roughing passes that shorten machining cycles.
Established in 2008, Suzhou Tier Tool Co., Ltd. is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools and indexable tool bodies. Since its foundation, Tier Tool has been deeply committed to the precision machining industry, focusing on delivering high-performance, high-efficiency cutting solutions for hole-making and metalworking applications. Through continuous technological innovation and manufacturing excellence, the company has earned the trust of customers across a wide range of industries worldwide.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production.
Our manufacturing process is built upon strict process control and traceability standards. Every production stage is carefully monitored to ensure repeatability, quality consistency, and reliable delivery performance. Through systematic process management and standardized operating procedures, Tier Tool has established a robust manufacturing system capable of meeting the demanding requirements of modern precision machining.
Quality is the foundation of Tier Tool's long-term success. We adhere to the principle of "Quality First, Continuous Improvement", implementing rigorous quality control procedures throughout the entire production cycle.
From raw material selection and incoming inspection to final product verification, every tool undergoes comprehensive quality checks to ensure it meets strict dimensional, geometrical, and performance requirements. By continuously optimizing our manufacturing and inspection processes, we deliver products that provide exceptional accuracy, reliability, and consistency in real-world machining applications.
We understand that in precision manufacturing, stable quality is not only a requirement but also the key factor that determines our customers' productivity and competitiveness.
At Tier Tool, we believe that supplying cutting tools is only the beginning of our partnership with customers. Beyond delivering products, we provide comprehensive technical support and application engineering services to assist customers in optimizing their manufacturing processes.
Our technical specialists work directly with customers to analyze machining conditions, recommend suitable tooling strategies, and develop solutions that maximize efficiency, reliability, and cost-effectiveness. By understanding our customers' production goals and competitive challenges, we strive to become a trusted long-term manufacturing partner rather than simply a tooling supplier.
Looking ahead, Suzhou Tier Tool Co., Ltd. will continue to focus on the development of high-performance carbide cutting tools and deepen its expertise in automotive, aerospace, precision engineering, and advanced manufacturing industries.
Driven by professionalism, innovation, and customer commitment, we are dedicated to creating greater value for our customers through reliable products, flexible services, and advanced manufacturing technologies. Tier Tool will continue to grow as a trusted global partner in precision cutting solutions, helping customers achieve higher productivity, better quality, and stronger competitiveness in an ever-evolving manufacturing world.













Procurement managers at Tier-1 manufacturing facilities evaluate partners on criteria that extend beyond the unit price of carbide inserts. To secure contracts in demanding European supply chains, several performance criteria must be met:
In modern machine shops, maintaining proprietary insert systems can limit sourcing options. Our indexable face mills conform strictly to ISO standards. This guarantees compatibility with widely available indexable insert designs, ensuring backup options and uninterrupted production.
Relying on single-source local tooling distributors can lead to long wait times when unexpected orders occur. Tier Tool's supply chains provide rapid shipment options to France (via major freight links to Paris-CDG, Lyon-Saint Exupéry, and major rail corridors), securing reliable delivery terms.
The purchase price represents only a fraction of milling expenses. The real costs lie in downtime, cycle times, and scrap rates. By choosing our tools, companies benefit from high-speed feeds and extended tool life, yielding a lower cost-per-part over the project lifecycle.
Complex parts often cannot be machined using catalog solutions. We offer full customization of face mill diameters, insert pocket positions, and custom shank setups. Projects transition from CAD design to prototype manufacturing in under 15 working days.
All indexable cutters shipped to the EU comply with CE directives, and our manufacturing plants operate in alignment with ISO 9001:2015 standards, ensuring compliance audits proceed smoothly.
Answers to common technical and logistical queries from engineering departments and procurement officers in France.
Explore our complete catalog of indexable face milling cutters, including square shoulder systems and high-precision PCD configurations.






Partner with Suzhou Tier Tool Co., Ltd. for engineering expertise, high-feed rate optimization, and reliable delivery terms tailored for the France market.


