Engineered specifically to support the rigorous prototyping, aerospace, and semiconductor manufacturing demands across the San Francisco Bay Area industrial network.



The San Francisco Bay Area and Silicon Valley are globally recognized as the epicenters of high-tech hardware innovation. From rapid-turn aerospace prototyping and Electric Vehicle (EV) driveline testing to cutting-edge medical device housing and semiconductor manufacturing, local shops operate under intense pressure. Modern precision engineering requires rapid cycles of iterative design. Machining components out of premium aircraft-grade aluminum alloys (such as 6061-T6, 7075-T6, and MIC-6 tooling plates) must combine speed, surface finish quality, and minimal tool wear.
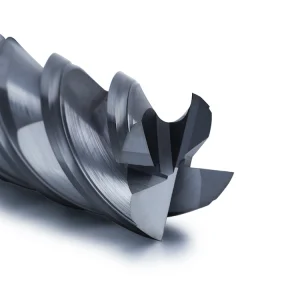
In this demanding ecosystem, the choice of tooling directly impacts profitability. Standard multi-flute end mills often fail during high-speed roughing cycles in aluminum because of high chip heat-retention and tool clogging. This is where Single Flute Aluminum End Mills play an essential role. By offering a single massive chip escape channel, they allow San Francisco machine shops to run their spindles at optimal high speeds (up to 24,000 RPM or greater) without risk of chip welding or tool breakages.
Industry dynamics are shifting towards higher feed rates, dry-milling/minimum quantity lubrication (MQL) protocols, and maximum machine uptime. Modern production facilities are transitioning away from high-flute-count tooling toward dedicated single-flute geometries for non-ferrous operations. These configurations allow high feed per tooth while preventing heat buildup. Consequently, San Francisco aerospace suppliers and CNC custom design houses are upgrading to DLC (Diamond-Like Carbon) coated single-flute cutters that significantly extend tool life in continuous production environments.
Aluminum is highly ductile and has a low melting threshold compared to ferrous metals. As a result, chips can easily weld to the tool’s rake face, filling the flute spaces and breaking the cutter instantly.
The maximum feed rate of any aluminum milling operation is directly governed by chip clearance space, not just the strength of the cutting edges. A single flute geometry yields 100% of the cross-sectional core area to a single, spacious chip pocket. This results in maximum volume throughput for waste removal.
Additionally, the physics of cutting aluminum demand high shear force. Single-flute carbide end mills are ground with highly polished rake faces and razor-sharp cutting edges. This ensures the cut is clean, reducing structural deflection and leaving a mirror-like finish on the workpiece. This design is ideal for thin-walled aerospace brackets or custom visual enclosures where aesthetics are paramount.
While uncoated solid carbide remains highly effective for standard aluminum, high-output production setups benefit from advanced thin-film coatings. DLC (Diamond-Like Carbon) coatings feature an extremely low coefficient of friction (typically around 0.1) and high micro-hardness. This combination helps prevent sticky aluminum micro-particles from adhering to the cutting edge, reducing thermal buildup and extending the tool's lifespan by up to 300%.
High-performance tooling solutions designed for clean finishes across composites, engineering plastics, and non-ferrous metals.



Optimize your high-speed CNC processes in the San Francisco Bay Area using our recommendation guide for single-flute tooling setups:
| Material Classification | Optimal Cut Speeds (SFM) | Chip Load Range (Per Tooth) | Preferred Coating Option | Coolant Protocol |
|---|---|---|---|---|
| Aluminum 6061-T6 | 800 - 1500 | 0.003" - 0.008" | DLC (Diamond-Like Carbon) / Uncoated | MQL or Flood Coolant |
| Aluminum 7075-T6 | 600 - 1200 | 0.002" - 0.006" | DLC Coated | Flood Coolant Required |
| Cast Aluminum (MIC-6) | 500 - 900 | 0.003" - 0.007" | Uncoated (Highly Polished Flute) | MQL or Dry Air Blast |
| Engineering Plastics (Delrin/PC/PMMA) | 400 - 800 | 0.004" - 0.010" | Uncoated | Dry Air Blast |
Note: The variables above serve as structural recommendations. Speeds and feeds must be tailored to machine stiffness, spindle concentricity, and raw part workholding rigidity.
Suzhou Tier Tool Co., Ltd. was established in 2008 and is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools. Since its foundation, Tier Tool has been deeply committed to the precision machining industry, focusing on delivering high-performance, high-efficiency cutting solutions for hole-making and metalworking applications. Through continuous technological innovation and manufacturing excellence, the company has earned the trust of customers across a wide range of industries worldwide.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production. Our manufacturing process is built upon strict process control and traceability standards. Every production stage is carefully monitored to ensure repeatability, quality consistency, and reliable delivery performance.
Quality is the foundation of Tier Tool's long-term success. We adhere to the principle of "Quality First, Continuous Improvement", implementing rigorous quality control procedures throughout the entire production cycle. From raw material selection and incoming inspection to final product verification, every tool undergoes comprehensive quality checks to ensure it meets strict dimensional, geometrical, and performance requirements.
Our technical specialists work directly with customers in the San Francisco Bay Area and globally to analyze machining conditions, recommend suitable tooling strategies, and develop solutions that maximize efficiency, reliability, and cost-effectiveness. By understanding our customers' production goals and competitive challenges, we strive to become a trusted long-term manufacturing partner rather than simply a tooling supplier.













Operating in California requires strict adherence to corporate sustainability practices, safety guidelines, and material declarations. At Suzhou Tier Tool Co., Ltd., our processes comply fully with global directives including REACH and RoHS certifications. We source our raw micro-grain tungsten carbide from certified international partners, ensuring trace documentation is available for supply lines feeding federal aerospace projects in Northern California.
Our domestic logistics routes ensure that local San Francisco distributors and industrial clients receive fast fulfillment. Through custom technical support, we help local engineering departments reduce testing times. We also offer customization options for shank diameters (e.g., standard 1/8", 1/4", 6mm, 8mm, or 10mm options) and custom helix configurations to match localized equipment setups.
Strict structural controls at all production phases to guarantee minimal dimensional deviation.
Ensures environment-friendly supply chains, meeting all state and national industrial protocols.
Unmatched concentricity rates below 0.003mm to eliminate spindle vibration at high speeds.
The future of industrial machining centers on digitalization and automated production monitoring. As manufacturing systems incorporate IoT sensors to track spindle loads, cutting tool designs are shifting toward vibration-dampening geometries. Dynamic tooling configurations will utilize micro-variations along the cutting edges to break harmonic resonance during high-feed milling.
Furthermore, the adoption of ecological manufacturing demands end mills optimized for minimum quantity lubrication (MQL) and dry cutting. We are developing proprietary polishing geometries that limit frictional heat generation, allowing sustainable machining without flood coolants.
Technical advice, speed strategies, and tool selection guidelines for machine shops in San Francisco.
Explore our complete range of solid carbide and high-speed steel end mills for diverse industrial materials.