Optimized cutting geometries designed to minimize vibrations and heat build-up. Perfect for high-speed aluminum extrusion milling and complex mold fabrications in Japan's automotive and electronics clusters.



In high-speed CNC milling of aluminum alloys, the key performance bottleneck is chip packing. Aluminum is highly ductile, prone to adhesion, and features a low melting point compared to steel. During dry or MQL (Minimum Quantity Lubrication) milling, heat quickly accumulates at the cutting edge, leading to the formation of a Built-Up Edge (BUE). Once BUE occurs, surface roughness degrades exponentially, and the tool is susceptible to catastrophic fracture.
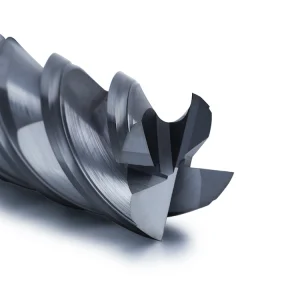
Single Flute Solid Carbide End Mills solve this structural problem by design. By dedicating more than 60% of the tool cross-section to a single, highly polished chip pocket, these cutters facilitate extremely rapid chip removal. This prevents chip recutting and reduces mechanical stress on the machine spindle, making them highly effective for the high-feed milling rates required by Japan's industrial sectors.
Japan's advanced manufacturing hubs, particularly across the Aichi, Tokyo-Ota, and Kansai prefectures, demand uncompromising quality. Industrial standards are governed by rigid JIS regulations, requiring sub-micron runout accuracy and zero-defect quality assurance. As supply chains move towards lighter materials for EV components, aerospace frames, and miniature electronics housings, the call for dedicated aluminum cutting tools has accelerated.
A direct comparison of geometry performance during the CNC milling of aluminum alloys (e.g., 6061-T6, 7075-T6, ADC12).
| Parameter / Feature | Single Flute (Dedicated) | 2-Flute (Standard) | 3-Flute (Finishing) | 4-Flute (Unsuitable for Soft Alloys) |
|---|---|---|---|---|
| Chip Evacuation Pocket Area | Maximum (~60% of total area) | Medium-High (~40%) | Medium (~30%) | Low (~22%) - Risk of chip clogging |
| Optimal Spindle Speed (RPM) | 18,000 - 45,000 RPM | 12,000 - 24,000 RPM | 8,000 - 18,000 RPM | < 10,000 RPM (Steel/hard alloys) |
| Surface Roughness (Ra) | Excellent for pocket floors | Balanced | Mirror finish on side walls | High risk of scoring due to trapped chips |
| Recommended Materials | Soft Aluminum, Acrylic, Plastics | Medium Aluminum, Copper Alloys | Silicon-Aluminum Alloys, Brass | Stainless Steel, Tool Steels, Iron |
| Built-Up Edge (BUE) Resistance | Outstanding (Highly polished gullet) | Good | Moderate (Requires heavy coolant) | Extremely Low (Avoid completely) |
Engineered with micro-grain tungsten steel substrates and specialized surface treatments to withstand abrasive silica contents in automotive aluminum castings.

A national high-tech enterprise specializing in the design, manufacturing, and technical support of high-performance precision solid carbide cutting tools.
Established in 2008, Suzhou Tier Tool Co., Ltd. has spent over a decade refining the science of metalworking. We focus heavily on delivering highly efficient solutions for precision hole-making, milling, and routing across the automotive, aerospace, and advanced medical fields globally. Our products are engineered with the understanding that stable cutting tools directly dictate factory throughput and assembly tolerances.
To support high-precision requirements in Japan, we utilize advanced CNC tool grinding machines alongside cutting-edge inspection equipment to guarantee tool repeatability. Each batch is fully traceable from the initial carbide rod sourcing down to the final packaging stage.
We work in close cooperation with engineering departments across various sectors to design customized profiles, optimized rake angles, and specific coatings to handle the most challenging workpiece requirements.
Our plant implements a strict process workflow to ensure consistent geometries. From multi-axis tool grinding machines (WALTER, ANCA) to high-resolution optical inspection equipment (ZOLLER), we measure every critical parameters like core diameter, relief angles, helix consistency, and edge radius down to the single micron.













Doing business in Japan requires attention to strict quality and logistic standards. Our procedures are structured to meet the high requirements of Japanese procurement teams:
Selecting the correct helix angle and feed parameters is critical. Our engineering department offers comprehensive application support, analyzing your specific workpiece materials and CNC equipment to optimize tool performance. We provide customized recommendations for feed rates, spindle RPM, radial depth of cut (Ae), and axial depth of cut (Ap) to increase productivity while maintaining tool life.
Whether you are machining thin-walled aerospace housings or high-volume automotive parts, we help optimize your processes to reduce unit costs and cycle times.
Explore our complete range of solid carbide end mills, roughing tools, and specialty cutters designed for high-performance milling.





Are you looking for specific flute geometries, customized total lengths, or OEM packaging for the Japanese industrial market? Submit your technical drawings or requirements, and our engineering team will provide a comprehensive quotation within 24 hours.
Common engineering questions regarding tool application, speeds and feeds, coating options, and tool life optimization.
A single flute end mill features a much larger chip gullet than multi-flute tools. In high-speed milling of soft and gummy aluminum alloys, chips are generated rapidly. If the chip pocket is too small (as in 3-flute or 4-flute tools), chips clog, weld to the tool, and cause tool failure. The single flute design allows for the fastest chip evacuation at high RPMs, preventing heat build-up and tool breakage.
DLC coating offers a very high surface hardness (HV 5000-8000) and an extremely low coefficient of friction (typically 0.05 to 0.15) against aluminum. This reduces friction during cutting, prevents chip sticking, and allows for higher feed rates. It is particularly effective when machining abrasive high-silicon aluminum castings like ADC12, which are common in Japanese automotive components.
Vibration can be minimized by ensuring your tool shank meets h6 tolerance standards and using high-precision holders (such as shrink-fit or hydraulic chucks). Additionally, matching the spindle speed to the optimal feed per tooth is critical. When machining on lightweight CNC routers, reducing the axial depth of cut (Ap) while maintaining higher spindle speeds can significantly stabilize the cutting process.
We manufacture our tools using sub-micron (0.5μm) and ultra-fine grain (0.2μm to 0.4μm) tungsten steel substrates. These materials offer an optimal balance of toughness and hardness, ensuring the cutting edge remains sharp under mechanical load without premature chipping.
For standard stocked items, order processing and dispatch take 2-3 business days. Custom tool design, grinding, and coating typically require 10-15 business days, depending on geometry complexity and batch size. Delivery to major Japanese ports via express air freight takes an additional 2-4 business days.