New Zealand's manufacturing sector exhibits a unique, highly specialized structure. Dominated by custom engineering shops, boat builders, transport equipment manufacturers, and architectural glazing fabricators, the demand for precision tooling is growing rapidly. Light alloys—specifically 5083, 6061, and 6082-T6 aluminum—serve as the backbone of modern New Zealand light industrial projects.
From the marine hubs of Auckland's Wynyard Quarter to the rapid industrial growth zones of Christchurch and Canterbury, CNC routers and high-speed milling centers require tooling that can adapt to varying feed speeds and rigidities. Solid carbide single flute end mills have established themselves as an irreplaceable tool in this landscape, providing unmatched chip extraction when profiling sheets or machining deep pockets in extrusions.
Many workshops mistakenly utilize multi-flute end mills on CNC routers. Aluminum is prone to welding to the tool when friction rises. A single flute end mill offers the maximum chip space, allowing chips to escape before the heat rises enough to weld them to the cutter. This is crucial for NZ workshops utilizing lower-power high-RPM spindle machines.
Global supply chains face continuous challenges due to shipping volatility, rising raw material costs, and geopolitical changes. For New Zealand manufacturing businesses operating on "Just-in-Time" inventories, securing high-performance tool suppliers is essential. Relying solely on local redistributors can lead to project bottlenecks and inflated tooling budgets.
To remain competitive, New Zealand procurement teams are bypassing intermediate channels and partnering directly with state-of-the-art Chinese manufacturers. This direct-supply model guarantees tool consistency, access to custom OEM geometries, and substantial cost savings without sacrificing material quality. Our mission is to bridge this gap, supplying industrial-grade carbide tools straight to your shop floor with consistent delivery and technical support.
Aluminum is a ductile metal with a low melting point compared to steel. During high-speed machining, the heat generated can cause the aluminum chips to soften and fuse to the cutter's surface (BUE - Built-Up Edge). Once this happens, tool failure is imminent.
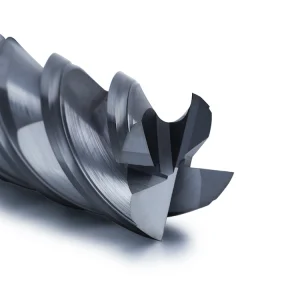
A single flute design offers the maximum possible gullet volume. This open geometry allows the chip to be ejected immediately upon shearing. The dynamic centrifugal force of the single cutting edge flings the chip out of the groove, preventing it from recycling. This is particularly critical in slotting and plunging where chip clearance is restricted.
Standard milling cutters often feature microscopic grinding marks within the flute. For steel, this is acceptable. For aluminum, these ridges act as catch-points for soft metal. Our single flute aluminum end mills are manufactured with a secondary mirror-polishing process in the flutes.
By achieving a mirror-like finish (roughness below 0.1μm), friction is drastically reduced. The chip slides up the rake face with minimal resistance, resulting in a cleaner shear, lower spindle load, and a superior edge quality on the workpiece, eliminating the need for deburring operations.
For pure aluminum and standard 6000-series alloys, uncoated mirror-polished carbide is highly effective. However, for abrasive cast alloys or composite panels (ACP/ACM) containing mineral cores, Diamond-Like Carbon (DLC) coatings provide a thin, ultra-hard barrier (up to HV 80-100 GPa) with an extremely low friction coefficient (less than 0.1), preventing premature wear and extending tool life up to 300%.
Suzhou Tier Tool Co., Ltd. was established in 2008 and is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools.
Since its foundation, Tier Tool has been deeply committed to the precision machining industry, focusing on delivering high-performance, high-efficiency cutting solutions for hole-making and metalworking applications. Through continuous technological innovation and manufacturing excellence, the company has earned the trust of customers across a wide range of industries worldwide.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production.
Our manufacturing process is built upon strict process control and traceability standards. Every production stage is carefully monitored to ensure repeatability, quality consistency, and reliable delivery performance. Through systematic process management and standardized operating procedures, Tier Tool has established a robust manufacturing system capable of meeting the demanding requirements of modern precision machining.
Quality is the foundation of Tier Tool's long-term success. We adhere to the principle of "Quality First, Continuous Improvement", implementing rigorous quality control procedures throughout the entire production cycle. From raw material selection to final product verification, every tool undergoes comprehensive quality checks. We understand that in precision manufacturing, stable quality is not only a requirement but also the key factor that determines our customers' productivity and competitiveness.













New Zealand's commercial shipbuilders and custom trailer boat manufacturers cut large-format 5083 plate sheets. Using our 6mm and 8mm single flute cutters on high-flow mist coolant tables prevents chip nesting, ensuring clean edges on structural frames and hull stiffeners.
Milling hinge recesses, weep holes, and lock mortises in extruded aluminum window suites requires high spindle speeds. Our single edge tools avoid material deformation in thin wall extrusions, resulting in precise dimensional tolerances for sliding doors and curtain walls.
Cutting Aluminium Composite Material (ACM) panels creates dual-density chips. The single flute spiral design efficiently handles the aluminum skin and the core material in one pass, leaving clean, burr-free edges that do not require manual scraping.
Aluminum becomes highly ductile and sticky under heat. CNC routers typically operate at high spindle speeds (18,000 to 24,000 RPM) with limited axis travel speeds. Multi-flute tools (2 or 3 flutes) at these high RPMs require extremely high feed rates to maintain proper chip load. If the feed rate is too slow, the tool rubs, heats up, and melts the aluminum inside the flutes. A single flute end mill divides the RPM by one, allowing the machine to maintain a proper chip load at manageable feed rates, ensuring chips are ejected efficiently.
For a standard 6mm single flute carbide end mill, we suggest starting with a spindle speed of 16,000 RPM and a feed rate of 1,800 to 2,400 mm/min, depending on the rigidity of your CNC setup. Always prioritize a depth of cut (DOC) of around 0.5D (3mm) to start. Using mist coolant or alcohol spray significantly improves tool life and edge finish when cutting 5083 aluminum plates.
Yes. Through our advanced grinding capabilities, we manufacture customized single flute end mills with extended neck relief and specific shank lengths to accommodate deep-reach pocket milling on modern window/door extrusion systems. We can also adjust the helix angle to control whether chips are evacuated upwards (upcut) or downwards (downcut) depending on your clamping setup.
By partnering with premium express couriers (DHL, FedEx, UPS), standard catalog orders are delivered directly to Auckland, Wellington, or Christchurch within 5 to 8 business days. For customized OEM production runs, our typical design and manufacturing lead time is 2 to 3 weeks, followed by express shipping.
Whether you need catalog standards or tailored custom geometries, our engineering team is here to support your shop. Get high-precision tooling straight from our state-of-the-art facility to New Zealand.
Send Inquiry Now